

שריט איין: אַנאַלייז און קיצער די 2 ד און 3 ד דראַווינגס פון די פּראָדוקט, און שטעלן די פּלאַן פון די פּראָדוקטפּווק רער פּאַסן פורעם.דער אינהאַלט כולל די פאלגענדע אַספּעקץ:
1. די דזשיאַמעטריק פאָרעם פון די פּראָדוקט.(טי פּווק רער פורעם, swrרער פורעם)
2. פּראָדוקט דימענשאַנז, טאָלעראַנץ און פּלאַן בענטשמאַרקס.
3. די טעכניש רעקווירעמענץ פון די פּראָדוקט (אַזאַ ווי כאַרדנאַס, גראַד פון פּלאַסטיזאַטיאָן, אאז"ו ו, מאל די ריסייקלינג פון די פּראָדוקט זאָל זיין קאַנסידערד)
4. די נאָמען, שרינגקידזש און קאָליר פון די פּלאַסטיק געניצט אין דעם פּראָדוקט.(למשל,פּווק רער פּאַסן פורעםאוןUPVC, CPVC רער פּאַסן פורעםניצן פאַרשידענע פורעם מאַטעריאַלס אין פּלאַן)
5. די ייבערפלאַך באדערפענישן פון די פּראָדוקט.
שריט 2: באַשטימען די מאָדעל פון די ינדזשעקשאַן מאַשין.
די באַשרייַבונג פון די ינדזשעקשאַן מאַשין איז דער הויפּט באזירט אויף די גרייס פון די פּלאַסטיק פּראָדוקט און די פּראָדוקציע פּעקל.ווען סאַלעקטינג אַ ינדזשעקשאַן מאַשין, דער דיזיינער דער הויפּט באַטראַכט זייַן פּלאַסטיזיישאַן קורס, ינדזשעקשאַן באַנד, קלאַמפּינג קראַפט, עפעקטיוו שטח פון די ינסטאַלירונג פורעם (דיסטאַנסע צווישן די ינדזשעקשאַן מאַשין בונד ראַדז), מאָדולוס, אַרויסוואַרף פאָרעם און אַרויסוואַרף לענג.
אויב דער קונה האט צוגעשטעלט די מאָדעל אָדער ספּעסיפיקאַטיאָן פון די ינדזשעקשאַן מאַשין געניצט, דער דיזיינער מוזן קאָנטראָלירן זייַן פּאַראַמעטערס.פֿאַר בייַשפּיל, אויב דער קונה סאַלעקץ די ינערלעך דיסטאַנסע פון די בונד ראַדז פון די ינדזשעקשאַן מאָלדינג מאַשין צו זיין 680 * 680 מם, די גרייס פון דיפּווק רער פּאַסן פורעםקענען ניט יקסיד דעם קייט, אַנדערש די פאַרבייַט מוזן זיין דיסקאַסט מיט דער קונה.
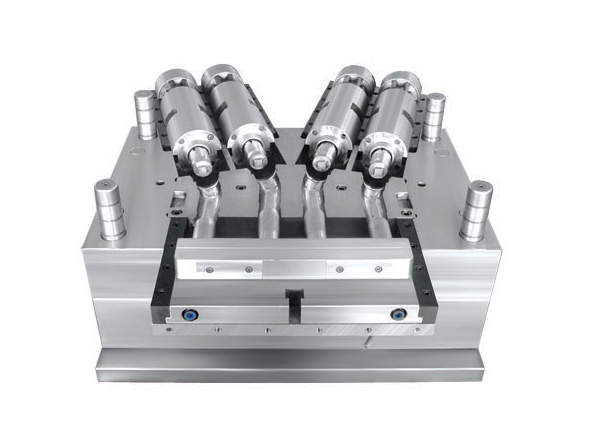
שריט דרייַ: די באַשטימונג פון די נומער פון קאַוויטיז פון דיפּווק רער פּאַסן פורעםאון די אָרדענונג פון די קאַוויטיז די באַשטימונג פון די נומער פון פורעם קאַוויטיז איז דער הויפּט באזירט אויף די פּראַדזשעקטאַד געגנט פון די רער, די דזשיאַמעטריק פאָרעם (מיט אָדער אָן זייַט האַרץ פּולינג), פּראָדוקט אַקיעראַסי, פּעקל גרייס און עקאָנאָמיש בענעפיץ.די נומער פון קאַוויטיז איז דער הויפּט באשלאסן באזירט אויף די פאלגענדע סיבות:
1. פּראָדוקציע פּעקל פון פּראָדוקטן (כוידעשלעך פּעקל אָדער יערלעך פּעקל).
2. צי די פּראָדוקט האט זייַט האַרץ פּולינג און זייַן באַהאַנדלונג אופֿן.
3. די פונדרויסנדיק דימענשאַנז פון די פורעם און די עפעקטיוו געגנט פון די פורעם אינסטאַלירן אויף די ינדזשעקשאַן מאַשין (אָדער די ווייַטקייט צווישן די ציען ראַדז פון די ינדזשעקשאַן מאַשין).
4. פּראָדוקט וואָג און ינדזשעקשאַן באַנד פון ינדזשעקשאַן מאַשין.
5. די פּראַדזשעקטאַד געגנט און קלאַמפּינג קראַפט פון די פּראָדוקט.
6. פּראָדוקט אַקיעראַסי.
7. פּראָדוקט קאָליר.
8. עקאָנאָמיש בענעפיץ (פּראָדוקציע ווערט פון יעדער גאַנג פון מאָולדז).
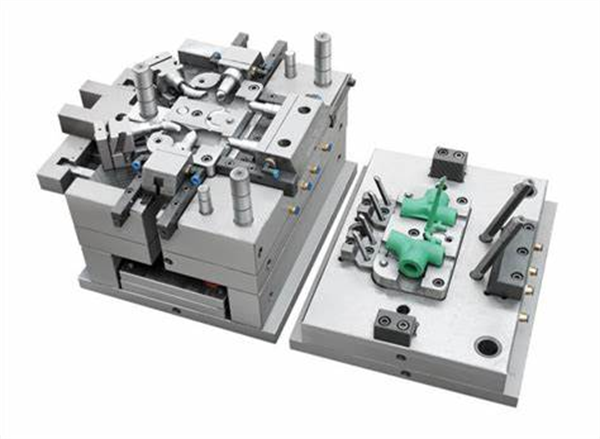
נאָך די נומער פון קאַוויטיז איז באשלאסן, די אָרדענונג פון די קאַוויטיז און די אויסלייג פון די שטעלעס פון די קאַוויטיז זענען דורכגעקאָכט.די אָרדענונג פון די קאַוואַטי ינוואַלווז די גרייס פון די פורעם, די פּלאַן פון די גייטינג סיסטעם, די וואָג פון די גייטינג סיסטעם, די פּלאַן פון די האַרץ פּולינג (סליידער) מעקאַניזאַם, די פּלאַן פון די אַרייַנלייגן האַרץ און די פּלאַן פון די הייס ראַנער. סיסטעם.די אויבן פראבלעמען זענען שייַכות צו די סעלעקציע פון די פּאַרטינג ייבערפלאַך און טויער שטעלע, אַזוי אין די ספּעציפיש פּלאַן פּראָצעס, נייטיק אַדזשאַסטמאַנץ צו דיפּווק רער פּאַסן פורעםזענען פארלאנגט צו דערגרייכן די מערסט שליימעסדיק פּלאַן.
דורך די אויבן 3 סטעפּס, די פּרייַז פון די פּווק רער פּאַסן פורעם, די קאָראַספּאַנדינג פּראָדוקציע פּלאַן און די לאַנג-טערמין עקאָנאָמיש בענעפיץ קענען זיין בעערעך קאַלקיאַלייטיד.פֿאַר דיין סעלעקציע פון פורעם מאַניאַפאַקטשערערז און סאַבסאַקוואַנט פּראָדוקציע פּלאַנירונג, עפעקטיוו פּלאַנירונג און בייַצייַטיק אַדזשאַסטמאַנץ קענען זיין געמאכט.לאָנגקסין מאָולד פאָוקיסיז אויף די פּלאַן און פּראָדוצירן פוןפּווק רער מאָולדז.אויב איר זוכט פֿאַר אַ פאַרלאָזלעך סאַפּלייער פון רער מאָולדז, ביטע קאָנטאַקט אונדז מיד.דער פאַכמאַן סאַלעס מאַנשאַפֿט פון לאָנגקסין מאָולד וועט קאָנטאַקט איר ווי באַלד ווי מעגלעך.
פּאָסטן צייט: אויגוסט 11-2021